Müşterileri kazanmak için iyi niyetle ultrasonik uygulamaya odaklanın






| Menşe yeri: | Çin |
|---|---|
| Marka adı: | QRsonic |
| Sertifika: | CE |
| Model numarası: | QR-D2050A |
| Min sipariş miktarı: | 1 ADET |
| Fiyat: | Negotation |
| Ambalaj bilgileri: | Ahşap durumda Paketli |
| Teslim süresi: | 15 iş günü |
| Ödeme koşulları: | T/t, Western Union |
| Yetenek temini: | Ayda 2000 tane |
| Ürün adı: | Ultrasonik metal kaynak | Frekans: | 20KHZ |
|---|---|---|---|
| Güç: | 5000W | Gerilim: | 380V |
| Hava basıncı: | 0.05-0.9Mpa | Jeneratörün Boyutları: | 540 * 380 * 150 mm |
| Vurgulamak: | ultrasonic welding process,ultrasonik kaynak makinesi |
||
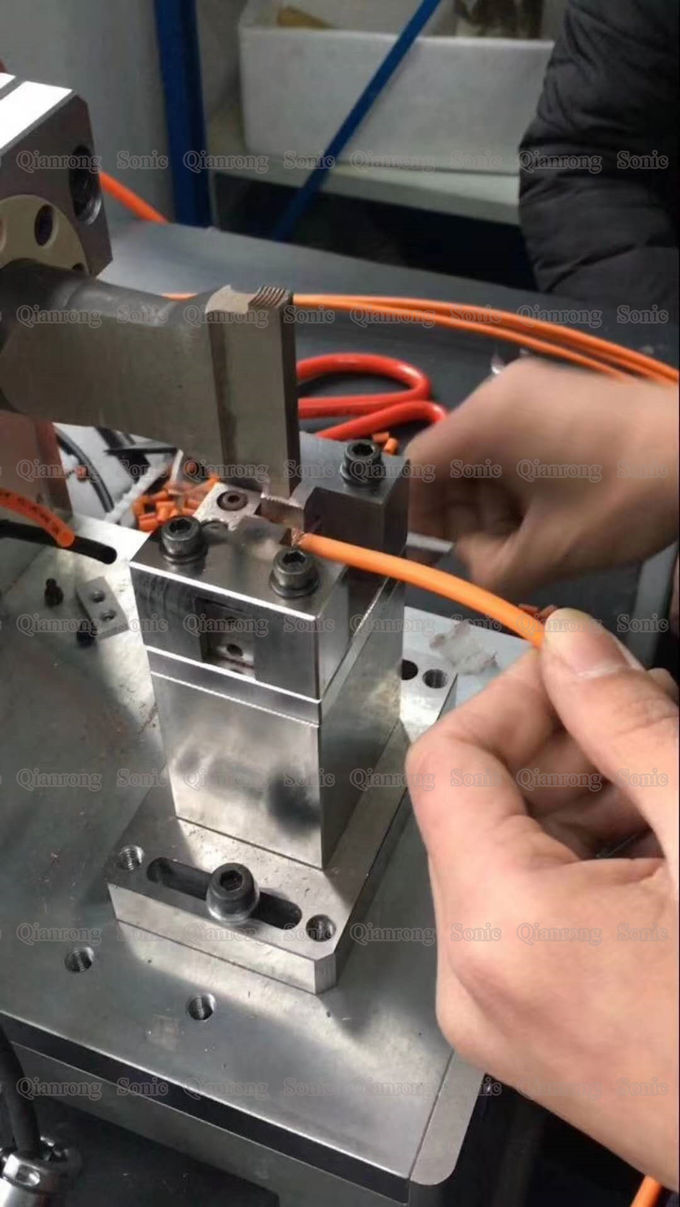
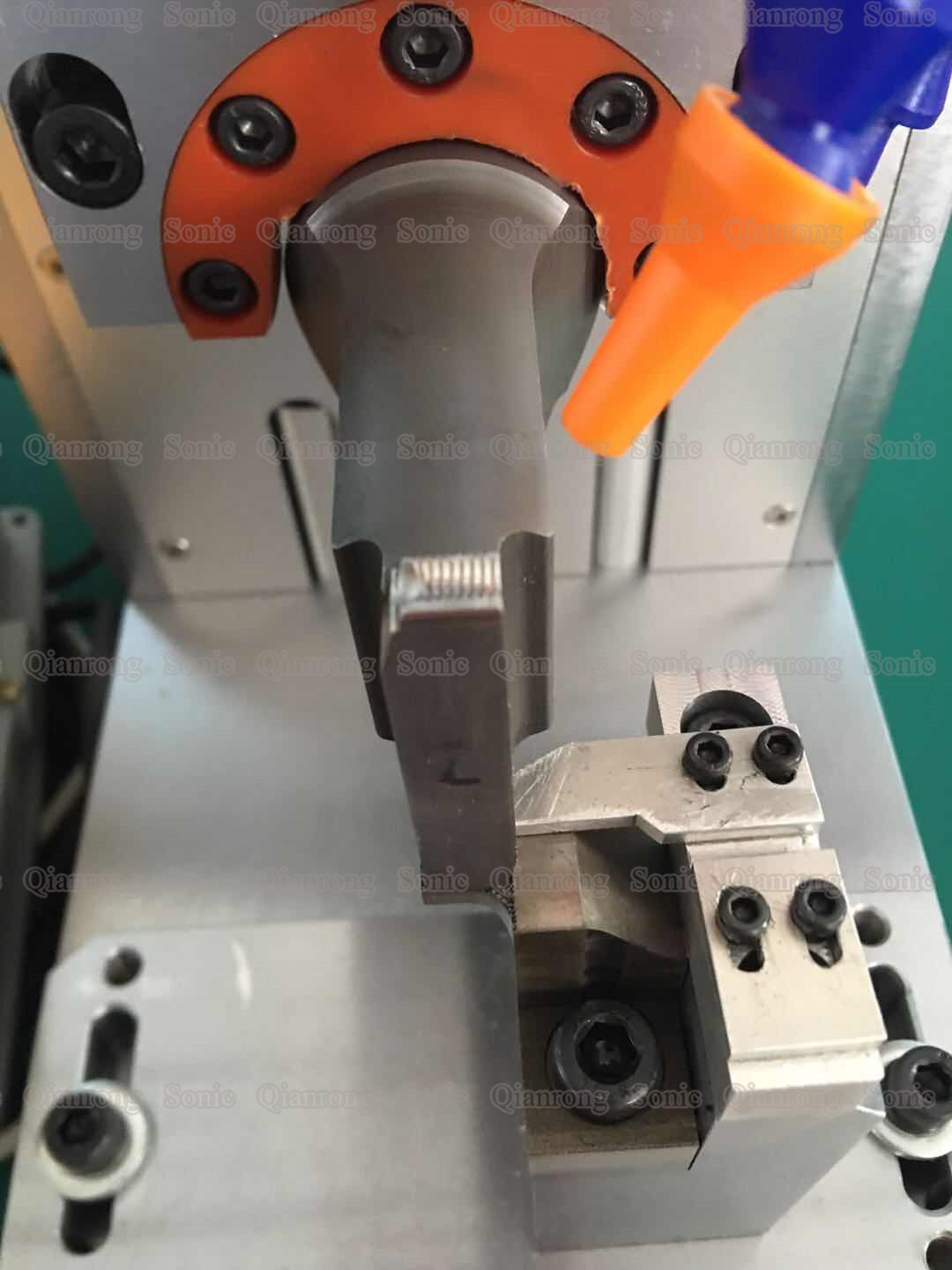
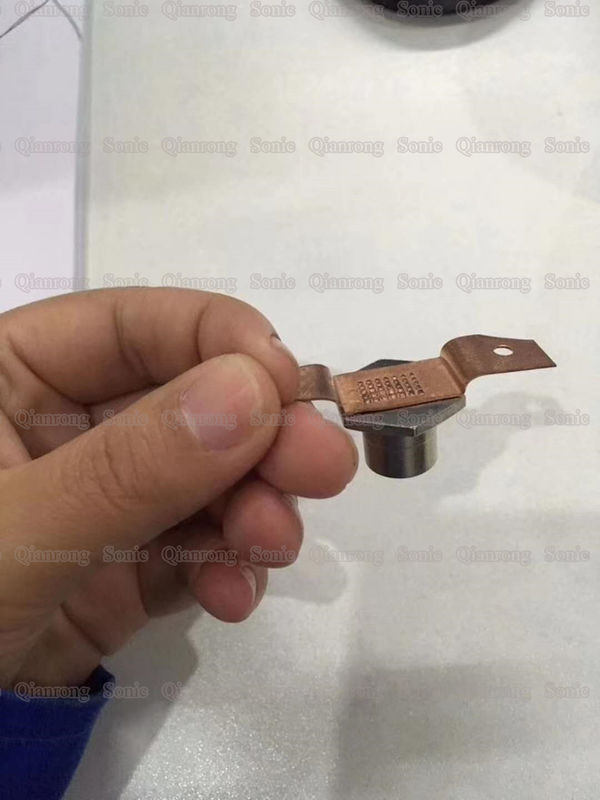
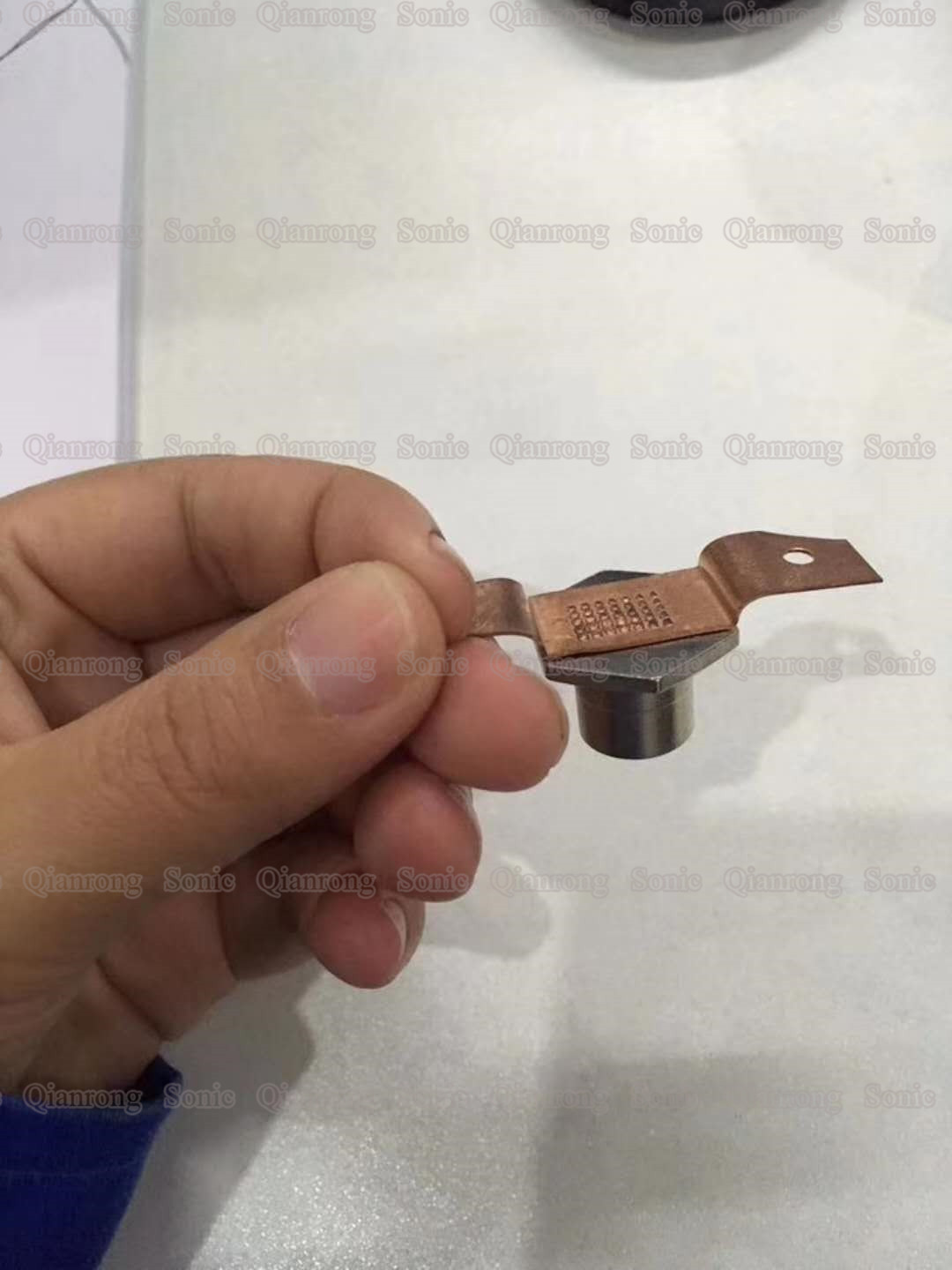
Kombinasyonlu Ultrasonik Metal Nokta Kaynak Makinesi ve Kablo Demeti Kaynağı
Açıklama:
Ultrasonik metal kaynak işlemi, soğuk pres kaynağı ile yüksek frekanslı mekanik titreşim tarafından üretilen yüksek yoğunluklu enerjiyi kullanan sürtünme kaynağı arasındaki bir işlemdir. Ultrasonik metal kaynağın kaynak kafasının mekanik titreşimi iş parçasının yüzeyine paraleldir. Kaynak işlemi sırasında, statik basınç kaynak yüzeyine kaynak kafası boyunca dik olarak etki eder ve aynı zamanda yüksek frekanslı titreşimin kesme kuvvetini üst üste getirir. Kesme kuvveti malzemenin elastik sınırını aştığında, iş parçasının temas yüzeyinin bir kısmı kaymaya başlar. Bu kesme kuvveti Yön, kaynak işlemi sırasında saniyede on binlerce kez sık sık değişmektedir. İş parçasının yüzeyindeki kiri kırarak ve temizleyerek, saf metalin yüzeyi birçok noktadan temas etmeye başlar. Yüksek frekanslı titreşim devam ettikçe, saf metalin temas alanı tüm kaynak bölgesine yayılıncaya kadar genişler ve aynı zamanda temas yüzeyinde de atomlar oluşur. Difüzyon, metal yeniden kristalizasyonu ince taneli yapı üretir ve soğuk metal deformasyon özellikleri gösterir.
Özellikler:
| eşya yok | QR-D2020A | QR-D2030A | QR-D2050A |
| Güç | 2000W | 3000W | 5000W |
| Hava basıncı | 0.05-0.9MPa | 0.05-0.9MPa | 0.05-0.9MPa |
| Sıklık | 20KHZ | 20KHZ | 20KHZ |
| Voltaj | 220V | 220V | 380V |
| Boynuz ağırlığı | 55kg | 60kg | 88kg |
| Boynuz Boyutları | 550 * 280 * 380mm | 550 * 280 * 430mm | 550 * 380 * 660mm |
| Jeneratör boyutu | 540 * 380 * 150 mm | 540 * 380 * 150 mm | 540 * 380 * 150 mm |
Ultrasonik metal nokta kaynak başarısızlık analizi:
1. Ateş
Kaynak kafası, işlem sırasında malzemenin kendisinin mekanik olarak kaybedilmesi ve kaynağın ısının iletilmesinden kaynaklanan belirli miktarda ısıya sahip olacaktır. Kaynak kılları ısısı normal olsun veya olmasın, yük yüklenmediğinde (yani iş parçasına temas etmiyorsa), ultrasonik dalga yarım saatten daha uzun bir süre boyunca sürekli yayılır ve sıcaklık 50-70 derece santigrat dereceyi aşamaz. . Isı şiddetli ise, kaynak kafası hasarlıdır veya malzeme niteliksizdir ve değiştirilmesi gerekir. .
2. Uluyan
Kaynak kafası çalışırken uluyan olduğunda, aşağıdaki nedenler analiz edilmelidir:
a. Montaj vidası gevşek mi?
b. Kaynak kafasının çatlak olup olmadığı
c. Kaynak kafasının temas etmemesi gereken nesnelerle temas edip etmediği
3. Aşırı Yük
Jeneratör bir aşırı yük alarmı verdiğinde, aşağıdaki şekilde kontrol edilmelidir:
a. Boşta çalışma testi, eğer normal çalışma akımı normal ise, kaynak kafasına dokunulmaması gereken nesnelerle temas halinde olması veya kaynak kafası ile kaynak yatağı arasındaki parametre ayarının hatalı olması olabilir.
b. Boşta çalışma testi normal değilse, önce kaynak kafasının çatlak olup olmadığını, kurulumun sağlam olup olmadığını gözlemleyin, sonra kaynak kafasını çıkarın ve sonra transdüser + ile ilgili bir sorun olup olmadığını ortadan kaldırmak için yüksüz testi yapın Korna ve adım adım ortadan kaldırın. . Transdüser + korna arızası olasılığını ortadan kaldırdıktan sonra, belirlemek için yeni boynuzu değiştirin.
c. Bazen yüksüz testin normal olduğu ve düzgün çalışmadığı bir durum vardır. Kaynak kafası gibi orijinalin içinde değişiklikler olabilir ve bu da düşük ses enerjisi iletimi ile sonuçlanabilir. İşte nispeten basit bir yargılama yöntemi: el dokunma yöntemi. Çalışma kafası veya korna, yüzey üzerinde çalışırken çok düzgün bir genliğe sahiptir ve el kadife pürüzsüzlüğünü hisseder. Ses enerjisi sorunsuz bir şekilde iletilmediğinde, elle dokunduğunuzda baloncuk veya çapak hissi vardır. Dışlama yöntemleri sorunlu parçaları ortadan kaldırmak için kullanılır. Jeneratör normal olmadığında da aynı durum meydana gelebilir, çünkü normalde transdüser giriş dalga formu sinüs dalgası üzerinde ani veya anormal dalga formları olduğunda da meydana gelebilecek yumuşak bir sinüs dalgası olmalıdır. Şu anda, başka bir bütün akustik enerji bileşeninin değiştirilmesiyle değerlendirilebilir.
Kombinasyonlu Ultrasonik Metal Nokta Kaynak Makinesi ve Kablo Demeti Kaynağı